







球形儲罐廣泛應用于石油化工等領域,是十分常見的壓力容器。通常情況下,球罐因承受高壓和某些介質腐蝕容易發生應力腐蝕開裂,傳統的無損檢測手段,僅能對球罐存在的宏觀缺陷進行檢測而無法監控應力集中部位;金屬磁記憶檢測技術具有識別構件的應力集中區域、可檢測宏觀缺陷及微觀缺陷的特點。通過對球罐實施現場磁記憶檢測,結合常規射線探傷,可有效判定球罐存在的應力集中部位,同時可檢測出內部存在的宏觀缺陷,為國內金屬磁記憶檢測應用提供了參考。
關鍵詞:球形儲罐;無損檢測;應力;金屬磁記憶檢測
球形儲罐是石油、化工、化肥和制氫等行業常用的大型壓力容器之一,由多塊球瓣板焊接制成。在實際的使用過程中,球罐內部往往承載較大應力并承受介質的腐蝕,外部則遭受大氣的腐蝕。通常情況下,若球罐內部承載高含硫介質長期運行后,內部易產生應力腐蝕開裂。目前針對球罐結構完整性檢測方法主要是磁粉、超聲波和聲發射,但是這些檢測方法需要消耗大量的檢驗時間,僅能檢測動態活性缺陷,對于即將產生缺陷的應力集中區域則無法實施有效關注。
金屬磁記憶檢測是一種可以檢測金屬部件應力集中區域以及早期或現有損傷缺陷的檢測技術[1]。該技術檢測效率較高,針對部件疲勞損傷檢測方面顯示出良好的應用前景[2]。利用金屬磁記憶檢測技術,對寧波市某化工區球形儲罐進行金屬磁記憶現場檢測,結合常規射線檢測進行驗證,檢測效果良好。
1 磁記憶檢測技術
1997年,俄國科學家Dubov A A首次提出了金屬磁記憶概念[3]。此技術是以地磁場為信號發射源,可對鐵磁性材料工件的應力集中及結構出現損傷的區域進行檢測;另外,鐵磁性工件因受應力及地磁場的共同作用,會在應力集中區域產生具有記憶效應的漏磁場[4]。通過對鐵磁性工件存在的漏磁場信號進行采集分析,不但可以檢測出工件存在的宏觀缺陷,同時還可以檢測出常規探傷手段無法檢測的微觀缺陷及即將產生缺陷的應力集中區域,因此磁記憶檢測技術具有較好的超前預警能力[5]。與傳統的宏觀無損檢測技術相比,金屬磁記憶檢測技術操作較易上手,且主要測量的是工件存在早期隱患,因此是一種具有較好完整性評估能力的檢測方法[6]。
作為一種新興的無損檢測方法,磁記憶檢測技術一直受到了國內外檢測界的關注;然而,由于該項技術起源于實際工程應用,發展至今僅僅十余年,因此磁記憶檢測理論研究方面在早期階段存在一定不足。2000年,南昌航空大學任吉林教授在國內首先引入了金屬磁記憶檢測技術及儀器[7]。仲維暢等提出了應力磁效應的電磁感應理論,解釋了金屬磁記憶中的磁機械效應[8]。黎連修等利用磁致伸縮方程分析了磁記憶現象產生的條件和規律,對磁記憶檢測原理做了較為詳細的補充[9]。經過大量的試驗研究,金屬磁記憶檢測技術理論應用體系逐漸成熟,現在金屬磁性記憶檢測技術已成為一種切實可行的檢測手段[10-12]。
2 檢測設備簡介
采用俄羅斯某公司出產的TSC-2M-8磁記憶檢測儀,用于鐵磁性構件焊縫的100%快速檢測和不同鐵磁性金屬構件的壽命評估。該設備為8通道磁探測式儀器,可根據儀器在檢測對象表面測得的漏磁場強度值和變化特性,按照檢測規范確定被檢工件的應力集中區、金屬結構的變化及存在的缺陷。儀器實物如圖1所示,具體儀器參數見表1。
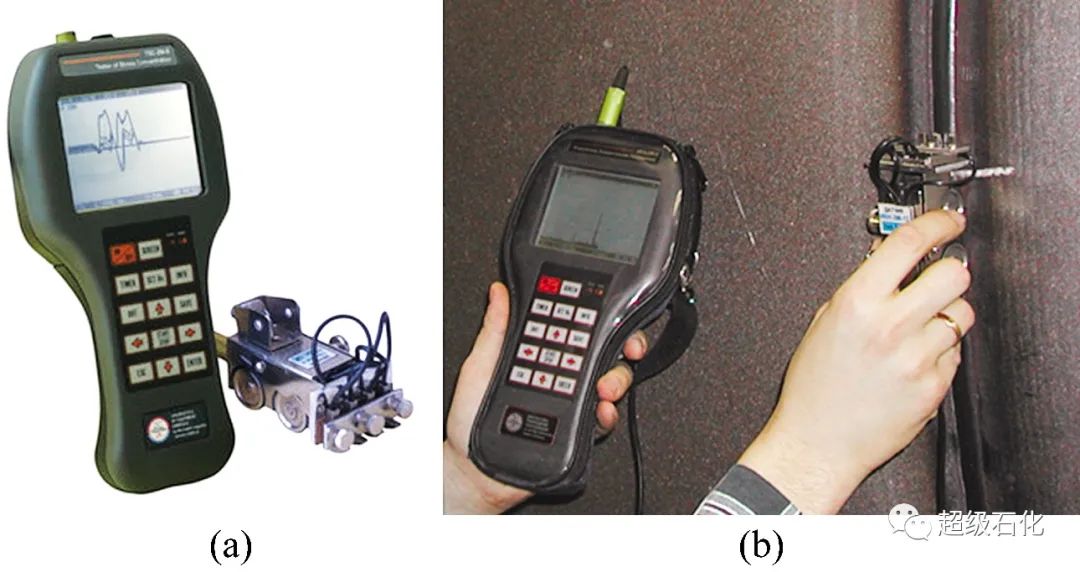
圖1 TSC-2M-8磁記憶檢測儀
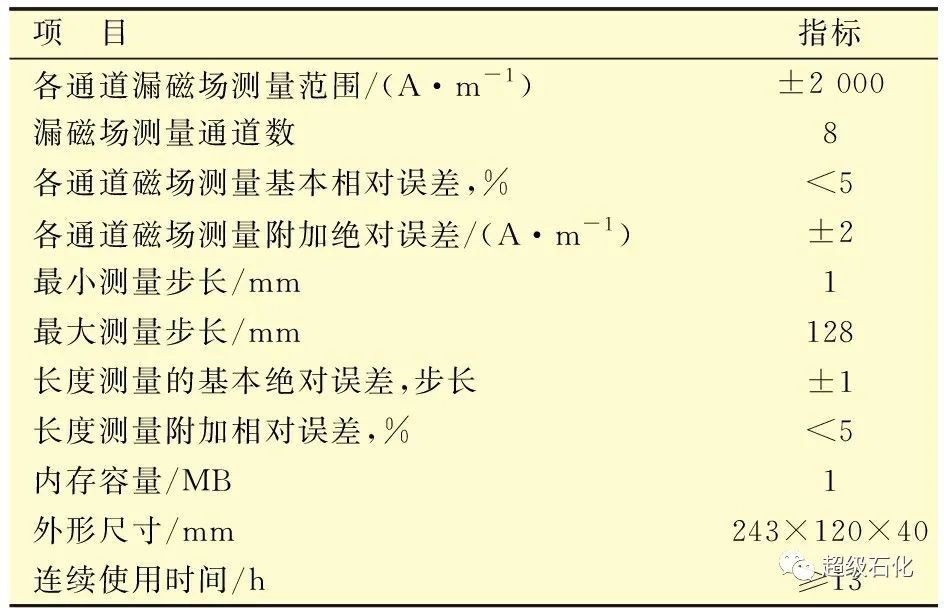
表1 儀器參數
3 磁記憶檢測的應用
3.1 待檢球罐工況
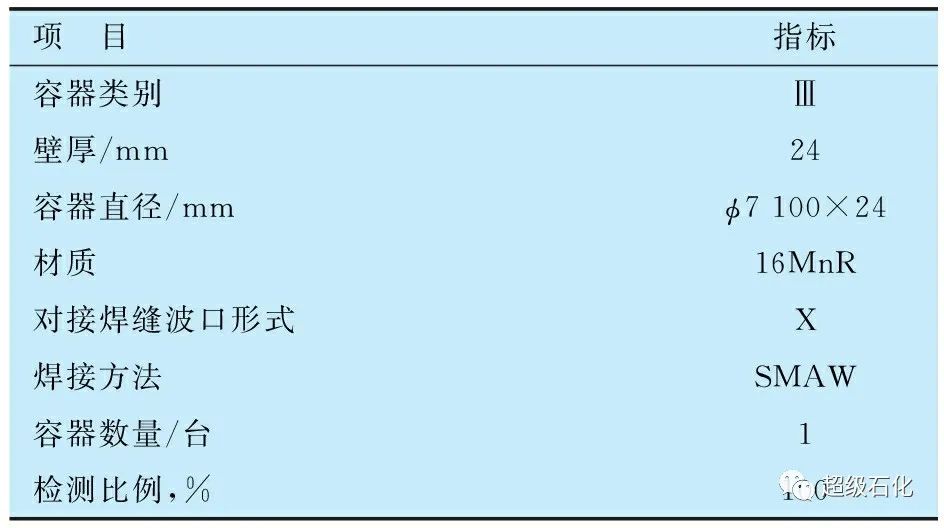
待檢對象為寧波市某化工區一臺球形儲罐,球罐的參數見表2。
表2 球罐參數
3.2 現場磁記憶檢測
利用TSC-2M-8磁記憶檢測儀對球罐外壁焊縫實施100%的金屬磁記憶檢測,采集球罐焊縫位置的剩余磁場強度Hp,在對球罐下級板焊縫進行檢測的過程中,發現存在2處應力集中區域信號顯示。
1號檢測位置磁記憶信號圖見圖2。現對1號檢測異常信號處進行分析,通過觀察信號波形,發現磁記憶檢測探頭在掃查球罐某條環焊縫的過程中,經過步長350~400 mm的距離位置,產生了一處異常明顯的波峰,即說明此處應存在應力集中區域。其余位置信號相對平穩,不記為應力集中區域信號;同時,此次采集分析信號過程中,僅測量分析HP-1~HP-3通道信號,同時,分析特征值微分dH/dx,結合極坐標可以進一步判斷出探頭在環焊縫350~400 mm步長的掃查區域中存在異常。
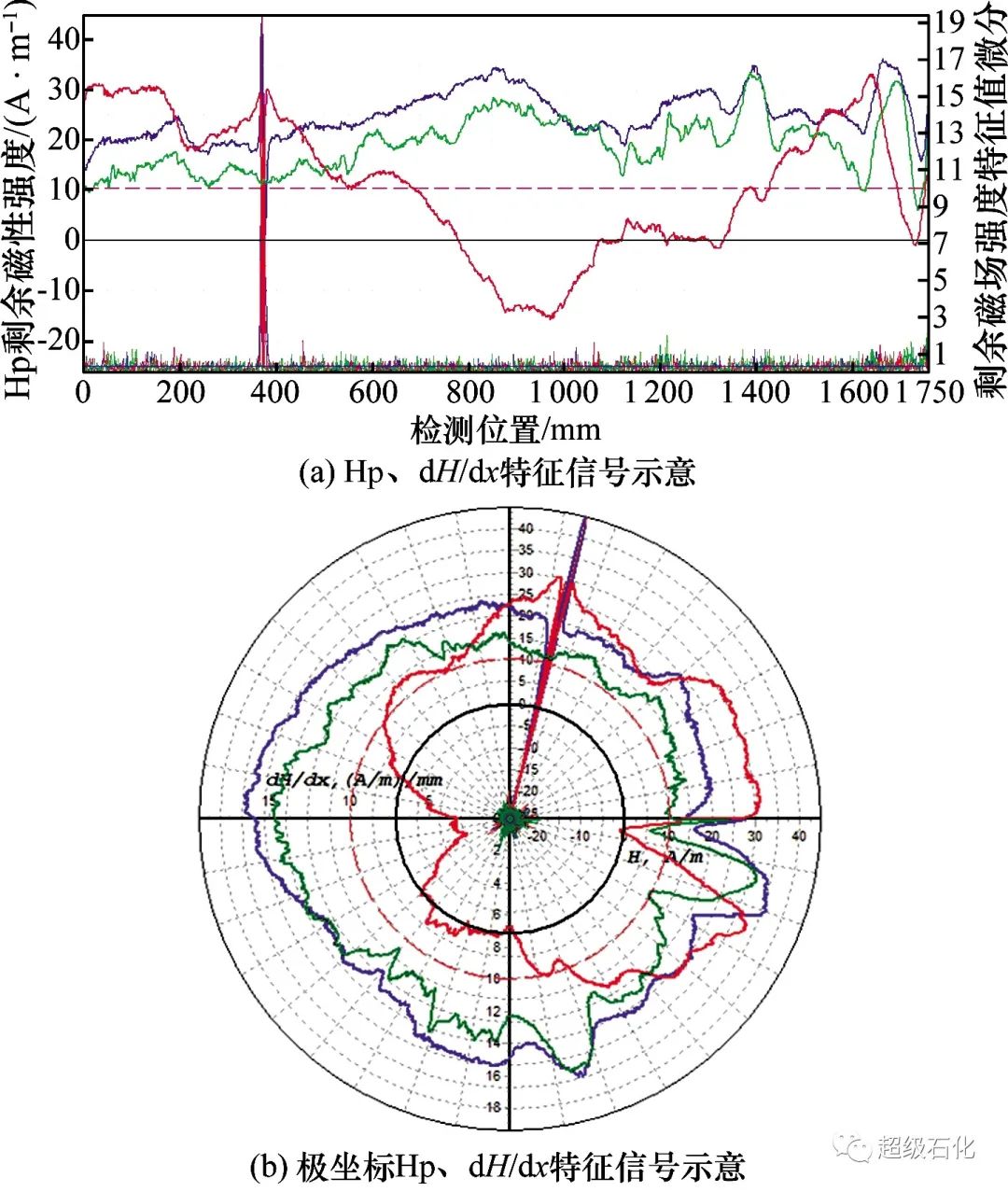
圖2 1號檢測位置磁記憶信號示意
2號檢測位置磁性記憶信號圖見圖3。對2號檢測異常信號處進行分析,觀察信號波形,可知,磁記憶檢測探頭在掃查球罐下級板某條縱焊縫的過程中,由于操作探頭不慎抖動,在步長約850 mm產生了一處異常波動峰值,而位于 1 300 mm的位置處檢測顯示存在一個明顯的信號突變,結合極坐標條件下的磁記憶信號圖示進行觀察,確定該條焊縫存在明顯應力集中區域;此條被檢焊縫可能存在總體受力不均的情況。
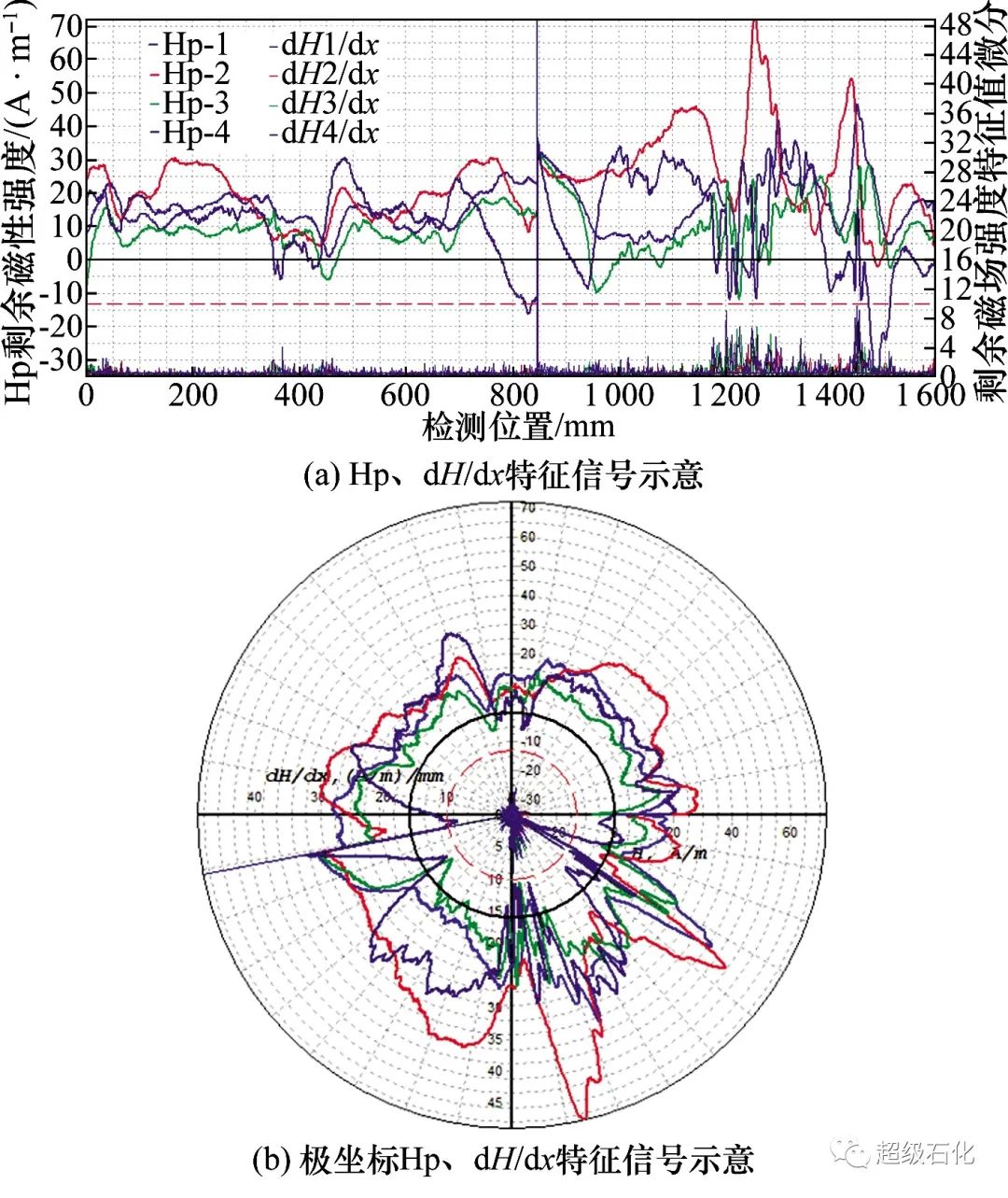
圖3 2號檢測位置磁記憶信號示意
為更好地判定2號檢測異常信號處的實際狀況,對該條焊縫重新進行一次磁記憶掃查,見圖4。
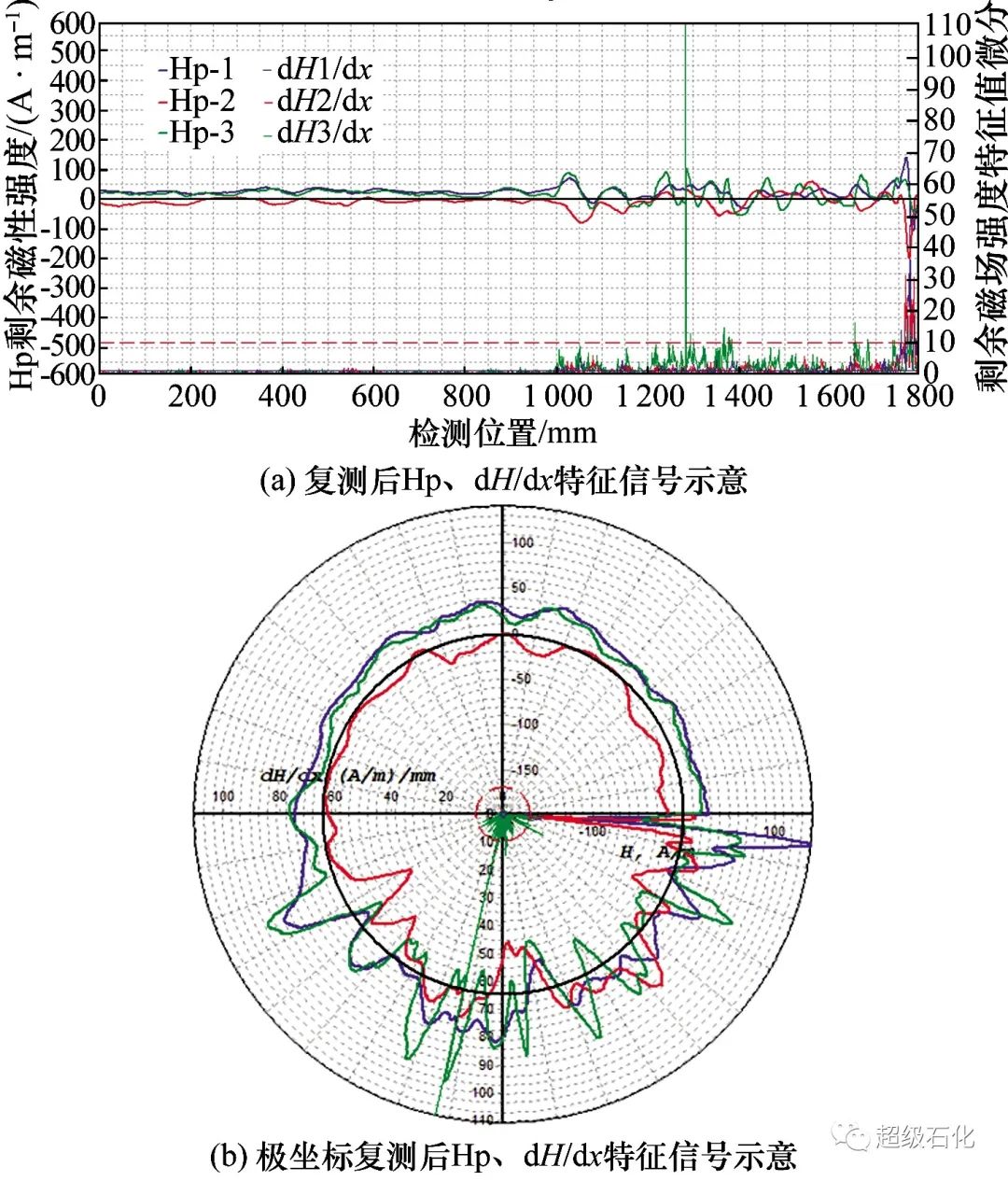
圖4 2號檢測位置復測后磁記憶信號示意
由圖4可以看出,在探頭位于1 300 mm的位置存在一處較為明顯的信號突變,即此處應存在應力集中區域;同時,結合觀察極坐標條件下的磁記憶信號可進一步判斷出該條被檢焊縫內部存在應力分布不均現象,可為后續監控、熱處理和修復等提供建議。
3.3 射線探傷復驗
采用射線探傷手段對1號及2號檢測異常信號位置進行復驗,1號及2號檢測異常信號位置處底片顯示存在內部氣孔缺陷,依據NB/T 47013—2015《現行承壓特種設備無損檢測技術規范》判斷,氣孔數量在允許范圍內,暫可不做消除缺陷處理。
4 結 論
(1)金屬磁記憶檢測可以有效地判定球罐焊縫中可能存在的宏觀缺陷,同時可以檢測出焊縫內部應力集中的部位。
(2)通過結合常規探傷手段,可以在磁記憶檢測存在異常的應力集中部位檢測出氣孔缺陷,說明利用金屬磁記憶檢測法檢測出來的應力集中區域應作為常規探傷的重點關注區域。
(3)通過分析金屬磁記憶檢測信號可判斷出被檢工件部位的整體受力情況,可在設備后續管理工作中,對部件進一步處理等提供指導。
(4)金屬磁記憶檢測目前在實際應用中主要作為一種先導檢測手段,對于缺陷的定性和定量檢測還必須依靠其他檢測手段輔助完成。
作者:賴 圣1,孫 杰2,李運濤3 (1.寧波市特種設備檢驗研究院;2.廣東省特種設備檢測研究院;3.中國特種設備檢測研究院)。


