







發表時間: 2023-07-17 09:41:28
作者: 張志宏等(石油化工腐蝕與防護 石家莊煉化)
瀏覽: 1891

導 讀
目前,隨著國內煉油企業加工高硫、高酸原油的經驗日益豐富以及對裝置進行了多輪的材質升級,煉油裝置高溫硫和環烷酸腐蝕問題已基本得到了控制。煉油裝置低溫系統的腐蝕已經成為影響裝置安全長周期運行的關鍵因素,尤其是與氯化氫以及低溫硫化氫相關的腐蝕問題。與高溫腐蝕相比,單純依靠材質升級往往不能解決低溫系統的腐蝕問題,工藝防腐蝕便成為解決煉油裝置低溫系統腐蝕的關鍵。
煉油裝置工藝防腐蝕技術是指在設備和管道材質不便于升級更換的情況下,采取各種措施降低工藝介質的腐蝕性,從而減緩設備或管道的腐蝕。早期的工藝防腐蝕技術主要是傳統的“一脫四注”,即原油電脫鹽、塔頂冷凝冷卻系統注水、注堿、注中和劑、注緩蝕劑。隨著人們對煉油裝置腐蝕規律與工藝操作波動的關聯性的深刻理解,工藝優化和防腐助劑的精細化加注為工藝防腐蝕技術的發展趨勢和努力的方向。
為提高企業的工藝防腐蝕管理水平和實施效果,石家莊煉化分公司基于中國石化煉油事業部發布的中國石化《煉油工藝防腐蝕管理規定》實施細則(第二版),結合公司煉油裝置實際運行情況,將防腐蝕工作從被動的設備防腐逐步轉變為工藝和設備防腐蝕有機結合,提高了企業防腐蝕措施的有效性,保障了煉油裝置易腐蝕部位的管控和安全運行。
某企業防腐蝕工作現狀
某煉化企業于2013年進行了8Mt/a適應性擴容改造。目前煉油部原油一次加工能力達到10Mt/a,主要擁有常減壓、催化裂化、加氫裂化、加氫精制、連續重整、芳烴抽提等14套煉油裝置。煉油裝置逐步實現了“四年一修”的長周期運行,各裝置自2017年進行了停工大檢修后,2021年計劃全廠停工檢修。隨著煉油裝置運行時間的延長,尤其是到周期運行的末期,陸續出現了不同程度的泄漏問題,給企業生產帶來了很大的安全隱患。通過總結分析,發現泄漏的部位主要發生在各裝置低溫部位,主要腐蝕發生在以下幾個裝置(區域):常減壓裝置、加氫裝置反應流出物系統、芳烴抽提裝置、催化裂化裝置分餾塔塔頂及頂循系統、涉酸裝置和循環水系統等,其中因工藝防腐蝕管理不到位導致腐蝕的比例較大。因此,企業近年來根據煉油裝置實際運行情況,結合《中國石化煉油工藝防腐蝕管理規定實施細則》,加強腐蝕管理,尤其是工藝防腐蝕管理,并根據裝置工藝原理和加工原料不同將工藝防腐蝕實施操作進行分類管理,從而提高了裝置工藝防腐蝕措施的有效性。結合近年來企業發生的腐蝕案例,闡述目前采用的工藝防腐蝕措施及管理,希望能給同行企業提供借鑒。
典型煉油裝置工藝防腐蝕
01常減壓裝置塔頂系統
腐蝕問題現狀
企業現有兩套常減壓蒸餾裝置,加工能力均為5Mt/a(I號和II號)。腐蝕主要集中在I號常減壓裝置,加工的原油以勝利原油、阿曼原油、華北原油和俄羅斯原油為主,進口原油所占比例在80%以上,按混煉原油硫質量分數不大于2%、酸值不大于1.0mg KOH/g進行設防。該裝置近年發生腐蝕案例3起,具體見表1。

工藝防腐蝕措施及管理
(1)原料質量控制:加強原油管理,控制裝置進料性質與設計值相近,確保加工原油性質基本穩定。進廠原油盡量做到“分儲分煉”,如果原油的硫含量和酸值不能滿足設計要求時,考慮混煉,避免原油硫、酸含量超過設防值造成設備的腐蝕。當有特殊情況需短期、小幅超出設防值時,制訂并實施針對性的工藝防腐蝕措施,同時加強薄弱部位的腐蝕監測和對工藝防腐蝕措施實施效果的監督。
(2)原油電脫鹽:確保電脫鹽效果,保證原油脫后含鹽、含水合格率在95%以上。
(3)露點腐蝕控制:常頂露點初步計算為78~85℃,而常壓塔頂熱媒水換熱器出口溫度為76~80℃,接近露點溫度,熱媒水溫度升高取熱減少,油氣相變區(初凝區)后移不在換熱器內,導致管線腐蝕加劇。與節能專業溝通,控制相變區在換熱器內,減輕出換熱器管線的腐蝕。
(4)塔頂“三注”系統采用注水、注劑噴頭,核算注水量,保證注水點不低于15%液態水,并加強注入點的監測。“三注”后塔頂冷凝水的技術控制指標見表2。

02催化裂化裝置分餾塔頂
腐蝕問題現狀
企業現有兩套催化裂化裝置,腐蝕問題主要集中在催化分餾塔頂循及塔頂冷凝冷卻系統,具體表現在頂循換熱器、塔頂換熱器和空冷器等設備。近年來發生的腐蝕泄漏統計見表3。
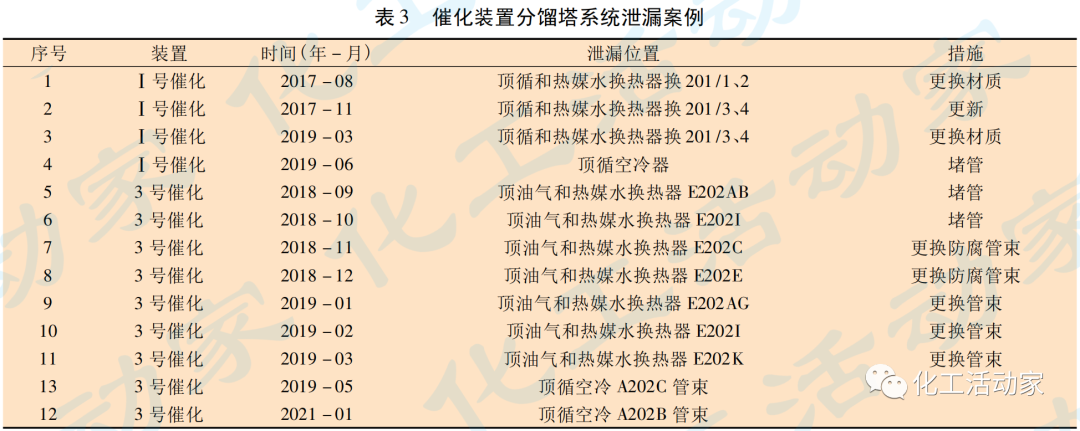
工藝防腐蝕措施及管理
催化分餾塔頂腐蝕主要是銨鹽水解腐蝕,工藝防腐操作和管理方面的工作包括:
(1)控制原料氯含量,從源頭減緩氯化銨結鹽。
(2)計算分餾塔頂氯化銨結鹽溫度,在不影響分餾塔正常生產的條件下提高塔頂油氣出口溫度。
(3)確保分餾塔頂油氣溫度高于油氣露點溫度14℃以上,防止產生露點腐蝕。
(4)在線水洗過程中考慮在洗滌水中添加緩蝕劑。抽出油品要沉降脫水,避免引起后續加工過程腐蝕和結鹽問題。
(5)在采取工藝防腐蝕措施還不能控制氯化銨結鹽時,可考慮采用在線除鹽技術。
03加氫裝置反應流出物系統
腐蝕問題現狀
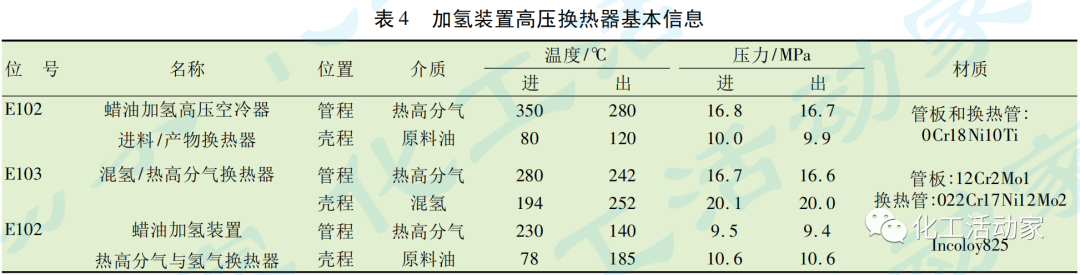
企業現有1.8Mt/a蠟油加氫裝置、1.5Mt/a渣油加氫裝置和600kt/a柴油加氫裝置。其中蠟油加氫和渣油加氫裝置的反應物與氣相的分離采用熱高分流程。企業高度重視加氫反應流出物系統高壓換熱器和高壓空冷器的腐蝕控制管理,且冷換設備材質選材等級較高。因此近3a沒有發生高壓換熱器、高壓空冷器的泄漏。渣油/蠟油加氫高壓換熱器和高壓空冷器的基本信息分別見表4和表5。

工藝防腐蝕措施及管理經驗
(1)原料質量控制:裝置加工的原料油必須符合設計要求,原料中硫、氮、氯、金屬含量以及新氫中氯化氫的含量等應嚴格控制在設計值范圍內并定期分析。核算反應流出物系統氯化銨結晶溫度、硫化氫銨Kp系數、注水量、酸性水中硫氫化銨濃度等。
(2)加氫反應流出物系統的工藝防腐蝕措施,關鍵是注水。如果條件允許,應注入足量的沖洗水,確保將NH4HS和NH4Cl的濃度降至期望水平,并能有效地將Cl-從氣相轉移到水相。
(3)針對高壓換熱器,要在發生氯化銨沉積的高壓換熱器之前的管道注水,注水點應靠近換熱器進口管箱。推薦采用間歇注水方式,采用可使水分散均勻的噴頭。保證在注水部位使注入后剩余液態水質量分數不少于25%,同時核算間歇注水期間加氫反應流出物空冷器(REAC)系統的總注水量不超出冷高分的油水分離負荷,避免因超出負荷后冷高分油帶水導致后續設備的腐蝕問題。注水的起止可根據高壓換熱器的壓差或者高壓換熱系數K值未判定。
(4)針對高壓空冷器,在其入口前應設置連續注水。保證總注水量的25%在注水部位為液態,并控制高分水NH4HS質量分數小于4%。不得以節水為名停止注水或減少注水。
04芳烴抽提裝置
腐蝕問題現狀
企業的芳烴抽提裝置腐蝕和控制是全廠工藝防腐蝕管理的重點和難點,尤其是裝置的第二周期開工之后(第一周期運行3a,未更換溶劑),該裝置多臺換熱器頻繁泄漏,給裝置生產和安全帶來眾多不穩定因素。近幾年芳烴抽提裝置的具體泄漏案例見表6。
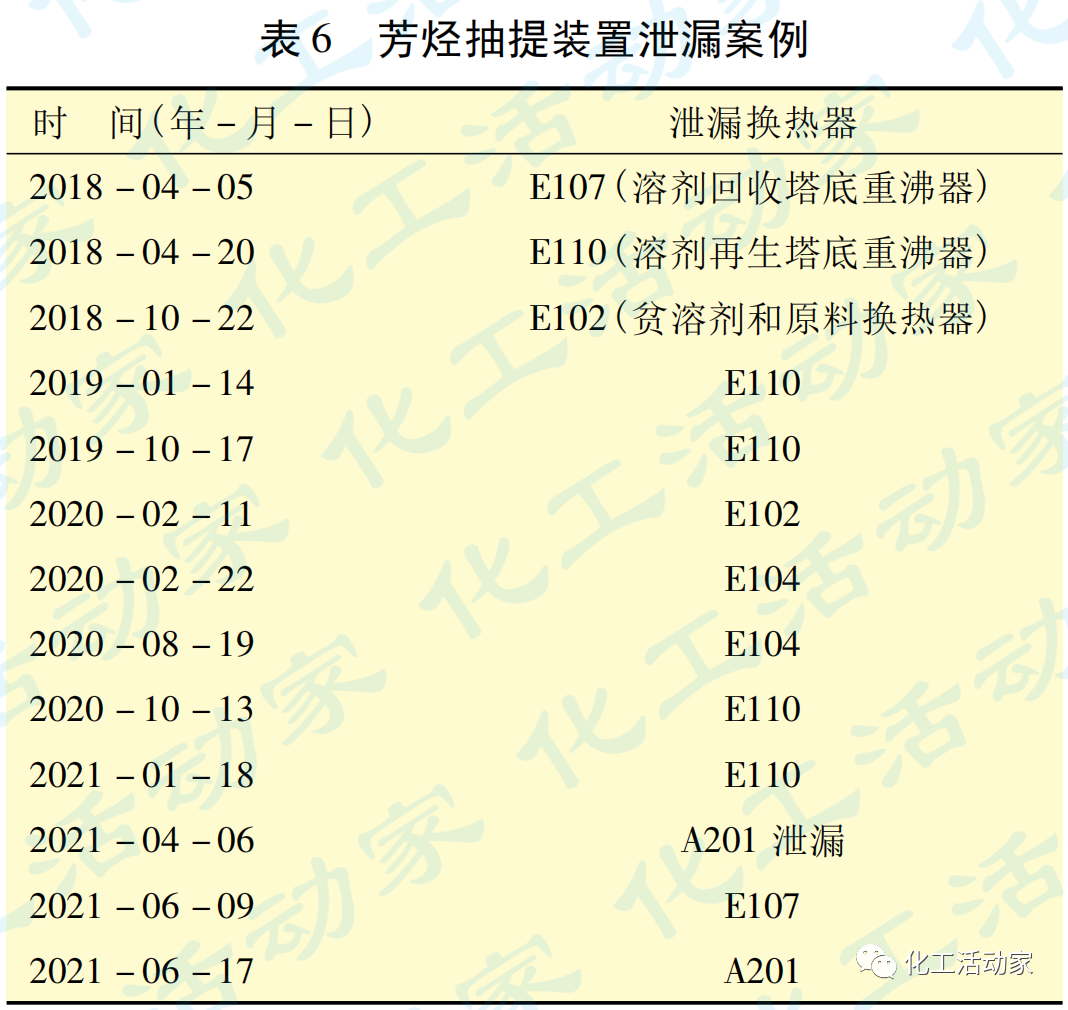
從表6可以看出,從2017年10月開工之后,芳烴抽提裝置僅與溶劑有關的設備泄漏就達到13次之多,平均每季度一次(不包括蒸汽換熱器泄漏),如此高頻率的泄漏,嚴重影響到裝置的安全生產以及生產任務的完成。
工藝防腐蝕措施及管理
(1)嚴格控制操作溫度:環丁砜的沸點是285℃,而在正常狀態下,它在180℃就開始分解,在230℃就會明顯地分解為二氧化硫及丁二烯等其他降解產物。過高的溫度是導致環丁砜分解的重要原因,嚴格控制抽提蒸餾塔及回收塔塔底溫度在175℃以內,便可消除因溫度過高導致環丁砜分解的問題。
(2)防止抽提系統氧漏入:抽提系統的低點導淋閥和高點放空閥,要加絲堵密封,以防閥門內漏。裝置開工氮氣置換,系統氧質量分數應控制在0.3%以下。環丁砜充填和平時補充時,需處于N2保護之下。定期對溶劑罐、濕溶劑罐頂呼吸閥、氮氣自力閥的工作狀況進行檢查,防止氧進入溶劑中。
(3)對切出檢修的設備、儀表,在投用前一定要按程序用N2將其中的空氣吹掃置換干凈,以免將大量的氧帶入溶劑系統中。
(4)開好再生塔:在生產過程中不可避免產生腐蝕性雜質,這些雜質的存在,也加速溶劑劣化。再生塔是利用減壓蒸餾的方法,除去環丁砜中高分子聚合物及雜質。再生塔是凈化溶劑的關鍵設備,在除去分解產物的同時,還能除去原料中所攜帶的雜質,提高溶劑品質。
(5)增加溶劑過濾設施,控制溶劑中的氯含量并保持其pH值不低于8。
05循環水系統
腐蝕問題現狀
隨著企業對節能節水工作的重視,經水處理裝置后的中水補入循環水、除鹽水系統。另外,為了節能要求控制冷卻器循環水出入口溫差不大于6℃,裝置為了滿足要求,關小循環水出入口閥門節流,但是測速工作沒有及時跟上。從2019年開始,循環水冷卻器的泄漏頻次迅速大幅增加,裝置被迫切出冷卻器進行堵漏處理,給平穩生產造成影響。2019年以來企業循環水冷卻器發生泄漏的情況見表7。

從表7可以看出,近3a循環水冷卻器的泄漏就達到23次,主要原因是:
①過度節能。造成循環水線速下降,許多冷卻器循環水流速達不到0.9m/s,形成垢下腐蝕。
②過度節水。城市中水(再生水)的引入,降低了新鮮水的開采量。一部分中水經過處理后進入循環水系統;但是中水的某些微量元素在目前的分析手段下無法檢測,如果進入循環水系統,勢必加劇冷卻器的腐蝕。
工藝防腐蝕及腐蝕控制措施
中國石化《煉油工藝防腐蝕管理規定》實施細則如下規定:
(1)循環冷卻水管程流速不宜小于1.0m/s,當循環冷卻水殼程流速小于0.3m/s時,應采取防腐蝕涂層、反向沖洗等措施。循環冷卻水水冷器出口溫度推薦不超過50℃。采用超聲波流量計對水冷卻器水側進行流速抽查,防止偏流或流速過低。對于結垢傾向嚴重的水冷卻器,可以加設反沖洗設施或采用超聲波除垢等技術。
(2)循環冷卻水水質應符合GB50050循環冷卻水水質的控制指標要求。使用再生水作為補充水應符合Q/SH0628.2《水務管理技術要求第2部分:循環水》要求。
(3)緩蝕阻垢劑應針對水質和工況選擇高效、低毒、化學穩定性和復配性能好的環境友好型藥劑。當采用含鋅藥劑配方時,循環冷卻水中鋅鹽質量濃度應小于2mg/L(以鋅離子計);循環冷卻水系統中有銅合金換熱設備時,水處理藥劑配方應有銅緩蝕劑。
(4)循環冷卻水微生物控制宜以氧化型殺菌劑為主,非氧化型殺菌劑為輔。當氧化型殺菌劑連續投加時,應控制余氯質量濃度為0.1~0.5mg/L,投加時,宜每天投加2~3次,每次投加時宜控制水中余氯質量濃度0.5~1mg/L,保持2~3h。非氧化型殺菌劑宜選擇多種交替使用。
(5)循環冷卻水濃縮倍數應按照有關要求進行控制,當出現超標時,可采取增大排污量的方式來調整;控制循環冷卻水出換熱器的溫度不超過50℃;各裝置應根據實際情況建立腐蝕監檢測系統和腐蝕管理系統,保證生產的安全運行。
結 語
(1)隨著煉化企業對生產裝置安全穩定長周期運行要求的日益提高,腐蝕控制、尤其是運行期間的工藝防腐蝕作為安全生產的核心也被提到了重要高度。工藝防腐蝕已經從傳統的“一脫四注”擴展到與工藝操作和生產相關的行為。
(2)工藝防腐蝕技術是從工藝角度出發的一項綜合性解決設備腐蝕問題的措施,是解決低溫系統腐蝕的關鍵;同時工藝防腐蝕又是一個系統、全方位的工作,是一個需要根據原料性質、生產工藝和外部環境變化隨時調整的動態控制過程。
(3)煉化企業工藝防腐蝕必須與設備防腐相互協作,實現防腐蝕管理的一體化運作,在材質升級、腐蝕監測方面做足功夫,才能保證工藝防腐蝕工作的進行,單靠工藝防腐蝕難以有效解決煉油裝置的腐蝕問題。
(4)工藝防腐管理有時與節能、節水工作有沖突,企業要總體權衡,盡量保證工藝防腐蝕的要求。對企業來說,安全、穩定、長周期運轉才是重要的基礎工作,不能追求短期效益而對長周期、安全、穩定運行造成影響。
(5)煉化企業應嚴格按照總部煉油工藝防腐蝕管理規定的各項條款執行;力求全部做到,若暫時做不到的,要制定整改措施和管理計劃。同時要加強原油管理,進廠原油應盡量做到“分貯分煉”進裝置原油的酸值和硫含量必須控制在裝置的設計范圍內。


